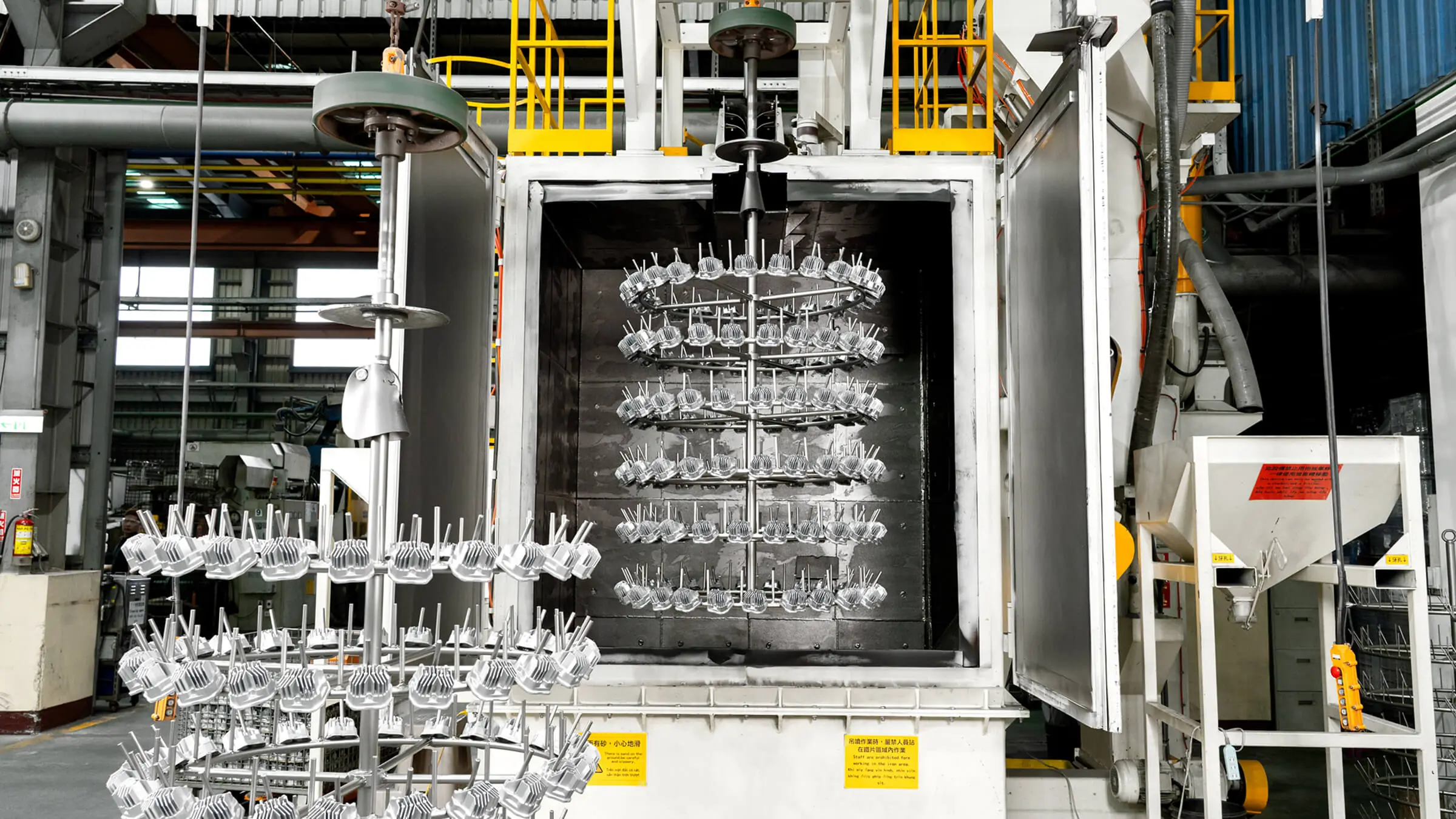
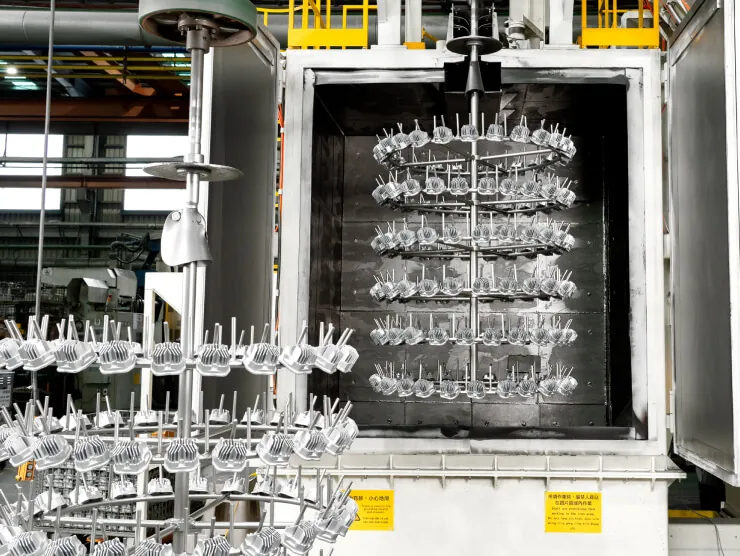
JoinCast production operates 8 mechanical polishing machines and 3 shot blasting systems, which include hanger, drum, and vibratory barrel types to cover all of your finishing requirements. We carry out all surface preparation tasks in-house as part of our vertically integrated production facilities so that you don’t have to worry about subcontractor delays.
Components are taken directly from our die casting section to the adjacent finishing area without leaving the facility. This natural flow for production steps reduces lead times, maintains consistent quality, and allows us to track every batch through production.
We work with you to determine the best finishing methods based on component geometry and assembly requirements. Hanger shot blasting is used for large or large volume components. Drum shot blasting processes high volumes of smaller parts efficiently. Vibratory barrel finishing provides gentler demurring and edge finishing before automated CNC machining or surface coating.