Our high pressure aluminum die casting services deliver complete, vertically integrated production solutions for international brands under one roof from our ISO certified Taiwan production facilities. We can accommodate high volume 24 hour production needs from design all the way through to finishing services in a single location to provide you with efficient and cost effective die casting solutions.
We have been exporting die cast products to North American and European brands for decades and also have long customer relationships in the Japanese market.
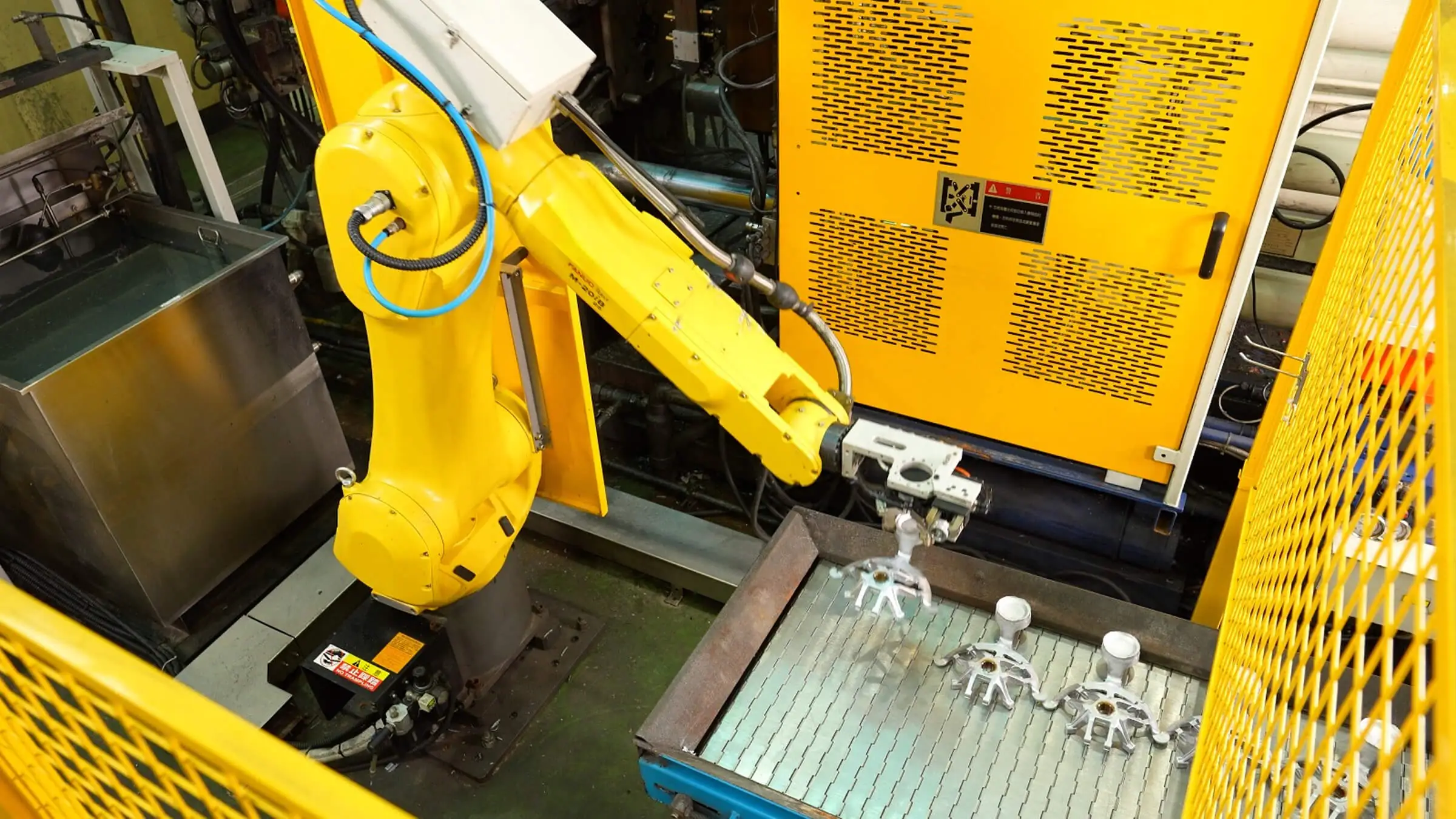
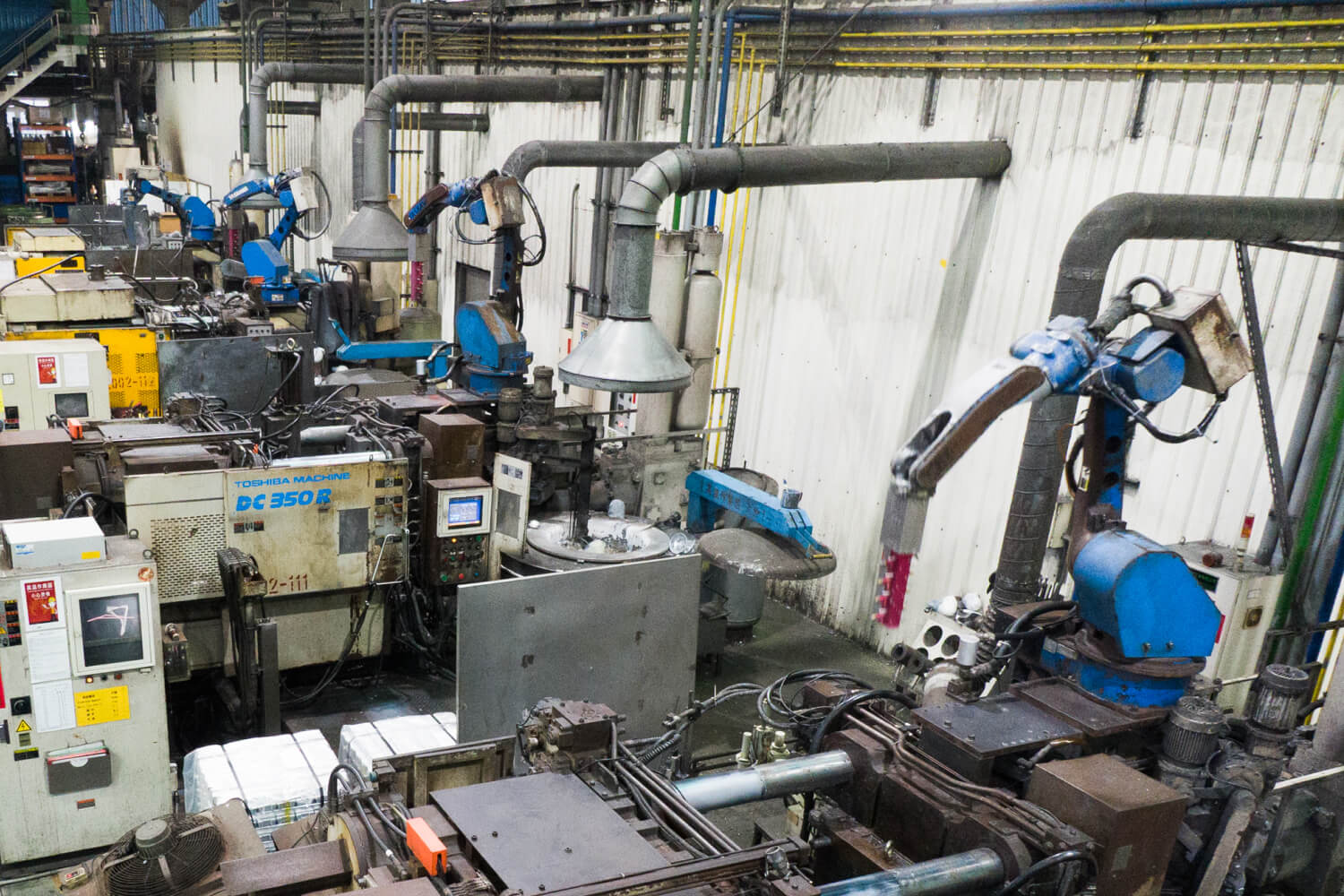
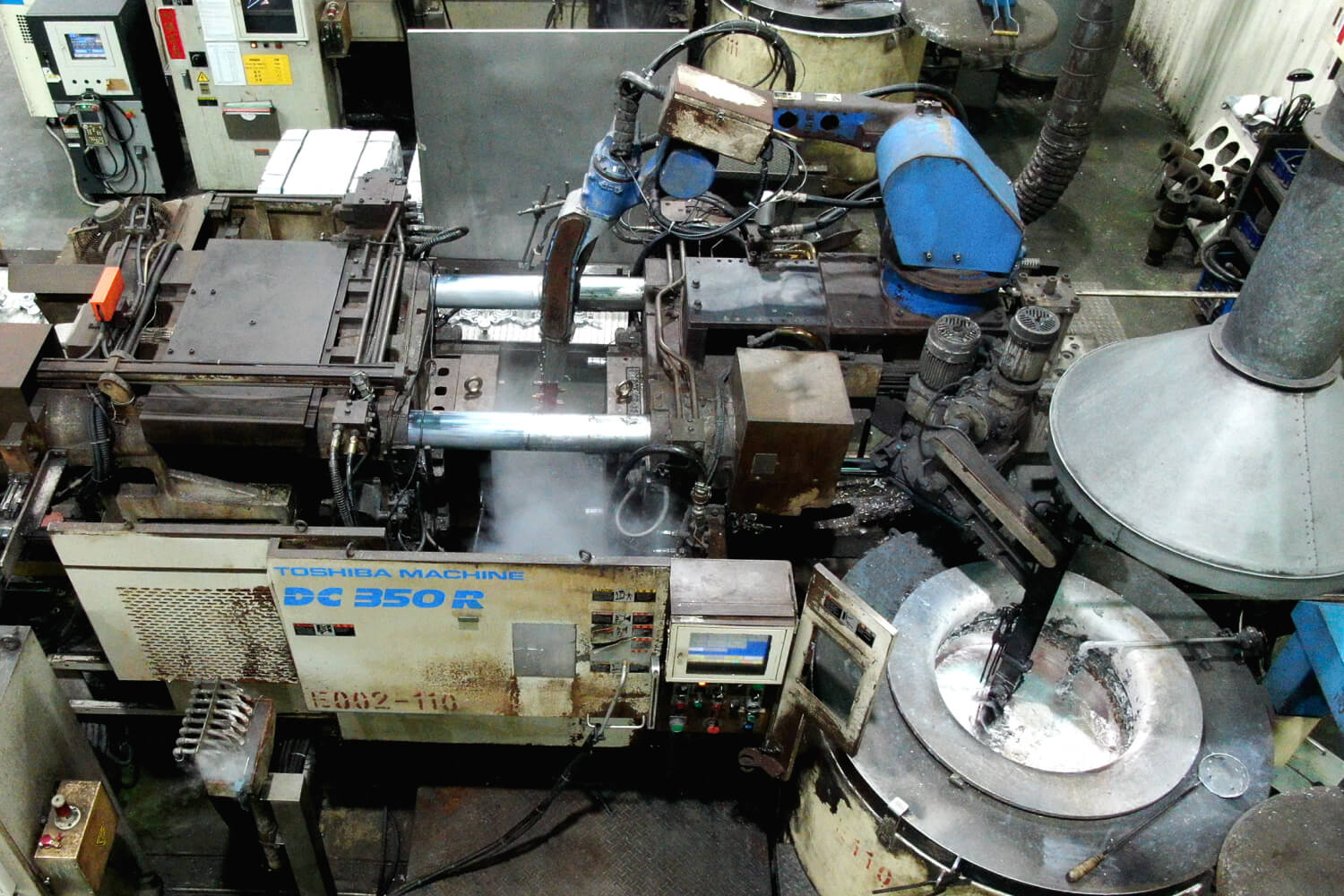
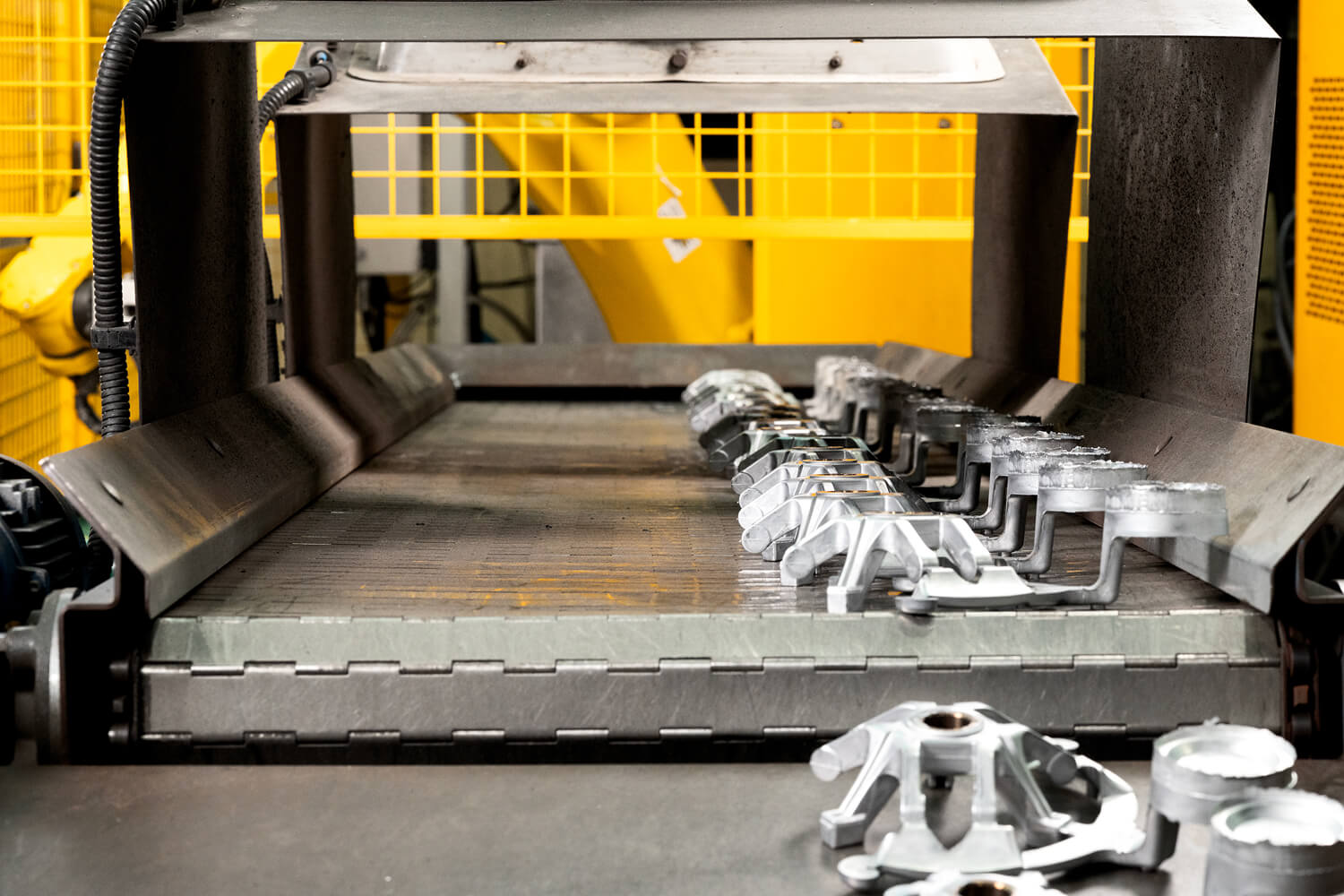
Joincast operates 12 die casting machines ranging from 135T to 900T and 2-shift systems for efficient high-volume production.